
 घर
>
उत्पादों
>
रूफ पैनल मशीन बनाने रोल
>
घर
>
उत्पादों
>
रूफ पैनल मशीन बनाने रोल
>

|
| Place of Origin | China |
| ब्रांड नाम | Sussman |
| प्रमाणन | SGS, ISO, CE |
| मॉडल संख्या | एसएस एफपी |
तकनीकी मापदंड
1 | प्रक्रिया के लिए उपयुक्त है | सैनिक, PPGI |
2 | उत्पाद का प्रकार | सही कोण स्टील (अपनी जरूरत के रूप में) |
3 | प्लेट की मोटाई | 0.14-0.8mm |
4 | डी-coiler | opinional |
5 | बनाने के लिए रोलर्स | 9 पंक्तियाँ |
6 | रोलर का व्यास | 74 मिमी |
7 | रोलिंग सामग्री | GCr15 |
8 | मुख्य मोटर शक्ति | 8-11kw, 5 # |
9 | उत्पादकता | 8-12m / मिनट |
10 | काटने की विधि | हाइड्रोलिक मोल्ड काटने |
1 1 | काटने के ब्लेड की सामग्री | Cr12 |
12 | हाइड्रोलिक काटने की शक्ति | 3kw |
13 | प्रसंस्करण सटीकता | 1.00 मिमी के भीतर |
14 | नियंत्रण प्रणाली | डेल्टा पीएलसी नियंत्रण |
15 | मशीन का साइड पैनल | 14 मिमी |
16 | मशीन की मुख्य संरचना | 300 एच स्टील |
17 | वजन | लगभग 2.0T |
18 | आयाम | 6000 * 2000 * 1506mm |
19 | वोल्टेज | 380V 50 हर्ट्ज 3 चरण (जरूरतों के अनुसार परिवर्तनशील) |
प्रमुख तत्व
| नहीं | नाम | क्यू uantity |
| 1 | 5 टन निष्क्रिय डी-कोइलर | एक सेट |
| 2 | मुख्य रोल बनाने की मशीन | एक सेट |
| 3 | नियंत्रण बक्सा | एक इकाई |
| 4 | हाइड्रोलिक स्टेशन | एक इकाई |
| 5 | आउट टेबल एस | 2 इकाई एस |
रोल बनाने की मशीन का कार्य प्रवाह
A.Passive Decoiler ………………………………………। ............ सामग्री को लोड और uncoiling करने के लिए
(हमारे पास भारी सामग्री रखने के लिए इलेक्ट्रिक डेकोइलर और हाइड्रोलिक डेकोइलर भी हैं।)
B.Servo फीडिंग एप्लिकेटर ……………………………………… सामग्री को सही ढंग से खिलाएं
सी। हाइड्रॉलिक / प्रेस पंचिंग …………………………………… आवश्यकताओं के रूप में पंच
D.Roll बनाने की इकाई ………………………………………। ............ आवश्यकताओं के रूप में फार्म को रोल करने के लिए
ई.हाइड्रोलिक कटिंग ……………………………………। ........... वांछित लंबाई के रूप में शीटों को काटने के लिए
(हमारे पास नॉन-स्टॉप हाइड्रोलिक कटिंग सिस्टम भी है।)
F.Output तालिका ……………………………………… .................. तैयार उत्पादों का समर्थन करें
D e - कोइलर- → L evel डिवाइस - → M ऐन रोल बनाने की मशीन- → H yd हाइड्रोलिक कटिंग - → R un out out table 
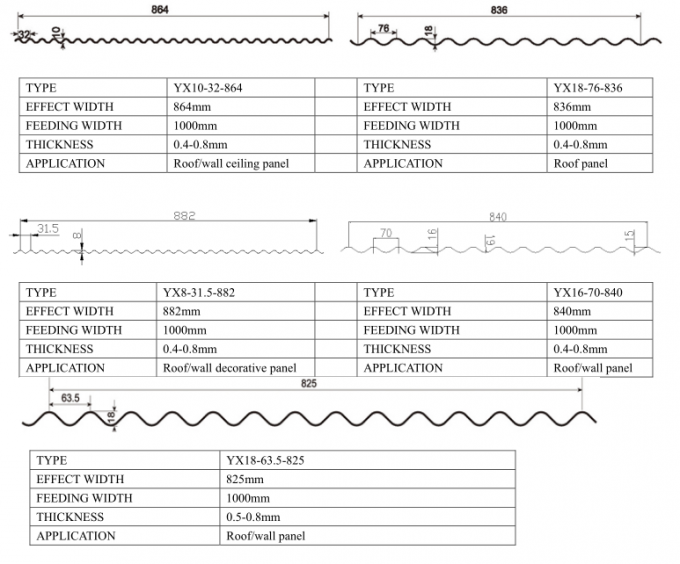
उत्पाद का प्रोफ़ाइल और चित्र:
मशीन फोटो

हमसे किसी भी समय संपर्क करें

